
INTRODUCTION
As the cost of gasoline and diesel fuel rises, engineers are exploring many different opportunities for increasing fuel efficiency of gas and diesel-powered vehicles. One area of particular interest is the reduction of frictional losses, often referred to as parasitic friction. Fuel efficiency increases as more energy becomes available to propel the vehicle and less energy is wasted on frictional losses. Currently, less than 15% of fuel energy is converted to useful energy that either propels a car down the road or powers its accessories. The lubrication industry has made great strides in developing low viscosity lubricants to improve fuel efficiency. Replacing the engine oil alone has increased fuel efficiency by 1 to 5% for passenger cars and 4 to 8% for heavy duty trucks. The higher value was for a Class 8 truck in which not only the engine oil but also transmission and drive axle lubrication were replaced. Figure 1 below clearly illustrates that even a 1% increase in fuel savings will have a significant effect not only on the American economy but also on vehicle pollutants.
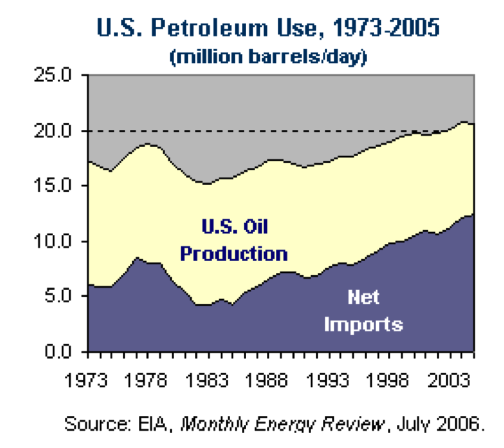
Figure 1: Graph showing U.S. oil use from 1973 to 1975i
A typical engine lubricant is composed of 75% to 95% base oil, with the rest being additives. The additives package is a complex blend of chemicals: friction modifiers, anti-wear agents, extreme pressure additives, corrosion inhibitors, antioxidants, detergents, dispersants, anti-foam additives, and viscosity modifiers.ii The additives must be chemically compatible with each other as well as with the base oil. Their protective properties must perform under a wide range of operating parameters, and at the same time have little negative impact on the performance of the catalytic converter.iii Many traditional additives contain zinc, sulfur, boron and phosphorous, but since some of these elements can lower the performance of the catalytic converter, there is constant regulatory pressure to lower their concentrations. It is important to recognize that additives can also have adverse effects on the system. For example, it has been proposed that anti-wear additives actually penetrate the surface of the metal, causing a reduction in nano-hardness, and that extreme pressure additives can form corrosive chemicals that hasten the onset of corrosion and micropitting.iv Although higher viscosity grades of oil provide sufficient wear protection, they also produce higher frictional losses. Lowering viscosity will reduce frictional losses, but unless the additive package is optimized, the product may fail to provide adequate protection because the lubricating film is a good deal thinner. Moreover, most traditional additives are classified as hazardous and may worsen the growing global pollution problem.
Lowering lubrication viscosity must be done with care to avoid inadvertently increasing equipment wear as a result of increased premature micropitting and/or scuffing. A thinner lubricating film, for example, may exacerbate micropitting. Since the phenomenon of micropitting is tied to fatigue, it may not reveal itself until much later in the vehicle’s duty cycle. It is conceivable that the vehicle will exhibit increased fuel efficiency in an EPA test cycle, but this could come at the expense of major mechanical overhauls further down the road. For this reason, concocting the ideal package of additives is a balancing act for the lubricant formulator.
It is possible, however, to reduce viscosity while simultaneously maintaining or even increasing the λ ratio. One way to accomplish this is to employ chemically-accelerated vibratory finishing on the working surfaces of gears, shafts and bearings. This superfinishing technique can partially or completely remove peak and valley asperities. Chemically accelerated vibratory finishing, (referred to in this paper as “superfinishing”) has been commercially used for more than 20 years to improve the performance of working surfaces. It is important to remember that this process not only creates a planarized surface, but also removes distressed metal left over from machining, grinding and/or heat treatment processes.
Superfinishing is performed in vibratory finishing bowls or tubs in two separate steps: a Refinement Step and a Burnishing Step. In the Refinement Step, proprietary active chemistry is used in the vibratory machine in conjunction with high density, non-abrasive ceramic media. When introduced into the machine, this active chemistry produces a stable, soft conversion coating on the surface of the metal part being processed. The rubbing motion across the part developed by the machine and media effectively wipes the conversion coating off the “peaks” of the part’s surfaces, but leaves the “valleys” untouched. (No finishing occurs where media is unable to contact or rub.) The conversion coating is continually re-formed and rubbed off during this stage, producing a surface-smoothing mechanism. This process is continued in the vibratory machine until the surfaces of the part are free of asperities. In the Burnishing Step, the active chemistry is rinsed from the machine with a neutral soap. The conversion coating is rubbed off the part one final time to produce the superfinished surface. In this final step, no metal is removed.
By reviewing the images in Figure 2, it is easy to see how this superfinishing process produces a highly desirable surface with regards to improving the performance of working surfaces like those found on gears and bearings. The starting surface of gears or bearings are machined and/or ground, resulting in a starting surface that has peak and valley asperities as well as a distressed surface layer. In Stage 1 of the superfinishing process, the peak asperities are planarized, resulting in a surface that has significantly improved performance properties since no asperities are present to penetrate the lubricating film. As the superfinishing process is continued, as shown in Stage 2, the valleys begin to disappear. As the superfinishing process advances further, the Final Condition is attained. This is the optimum surface since all peaks and valleys have been removed along with the distressed surface layer, leaving a micro-textured isotropic surface that facilitates lubrication. The rationale for the above was discussed in several other publications. The Vehicle Bloc at the Gear Research Institute at Pennsylvania State University tested rolling sliding contact-fatigue specimens that were superfinished to conditions similar to that shown in Figure 2.v
The best performance was achieved with a smooth (< 0.1 μm Ra) and textured surface. In another study, a smooth (< 0.1 μm Ra) and non-textured surface was evaluated for scuffing resistance. Although the non-textured surface significantly outperformed the ground baseline specimens, it fell short of the performance achieved by a smooth (< 0.1 μm Ra) and textured surface.vi
Bell Helicopter Textron recently questioned if the superfinished surface was actually excessively smooth in a way that hinders adequate lubrication. They concluded that the superfinished surface increased the λ ratio such that the gear performed well despite operating under extreme temperature and load conditions.vii
Download Resource
Please fill out the information below to receive the selected resource.