Internal channel surface finishing processes for gear, other applications
By : Justin Michaud ,

By : Justin Michaud ,
Conformal cooling channels produced via additive manufacturing provide significant improvements to component temperature control versus traditional cooling channels or uncooled components. However, roughness reductions to these cooling channels are required to maximize their benefit and avoid system complications.
As discussed in the April 2025 Materials Matter column, “Internal cooling channels: Challenges, potential for gear applications,” conformal cooling channels (CCCs) produced by additive manufacturing (AM) enable significant improvements to component cooling.
AM rocket engine combustion chambers and even full-thrust chamber assemblies fabricated from copper alloys with melting points of 1,000 – 1,700°C have survived temperatures in excess of 3,000°C during hot fire testing and actual launches due to their use of hot wall CCCs (see Figures 1, 2, and 3) [1]. However, additively manufactured surfaces exhibit high levels of roughness (see Figures 3 and 4), which significantly increases the pressure drop on internal channel applications.

Figure 1: Hot fire testing of an additively manufactured rocket engine with a GRCop-42 combustion chamber and internal cooling channels as a part of the RAMPT project. (Courtesy: NASA MSFC) [4]

Figure 2: Launch of Relativity Space’s Terran Rocket using additively manufactured copper alloy thrust chamber assemblies. (Courtesy: Relativity Space) [5]
AM CCCs are generally not able to be surface finished by traditional methods such as machining because of their inaccessibility. Electrochemical processes are not overly effective due to issues with maintaining current density, again due to the inaccessibility of these surfaces. [7] Abrasive flow machining or “extrude honing” (AFM), commercialized by the company Extrude Hone(r), is perhaps the most commonly used process to surface finish and/or deburr components with internal passages.

Figure 3: RAMPT Project summary graphic showing integral cooling channel application to the thrust chamber assembly. [6]
However, AFM, which was not originally invented/intended for AM surfaces, has some understandable challenges when being applied to more complex geometries with higher levels of roughness as compared to traditionally machined surfaces. Given that AFM is an abrasive process, it relies upon the force that is exerted on the surface of a component to effect material removal.
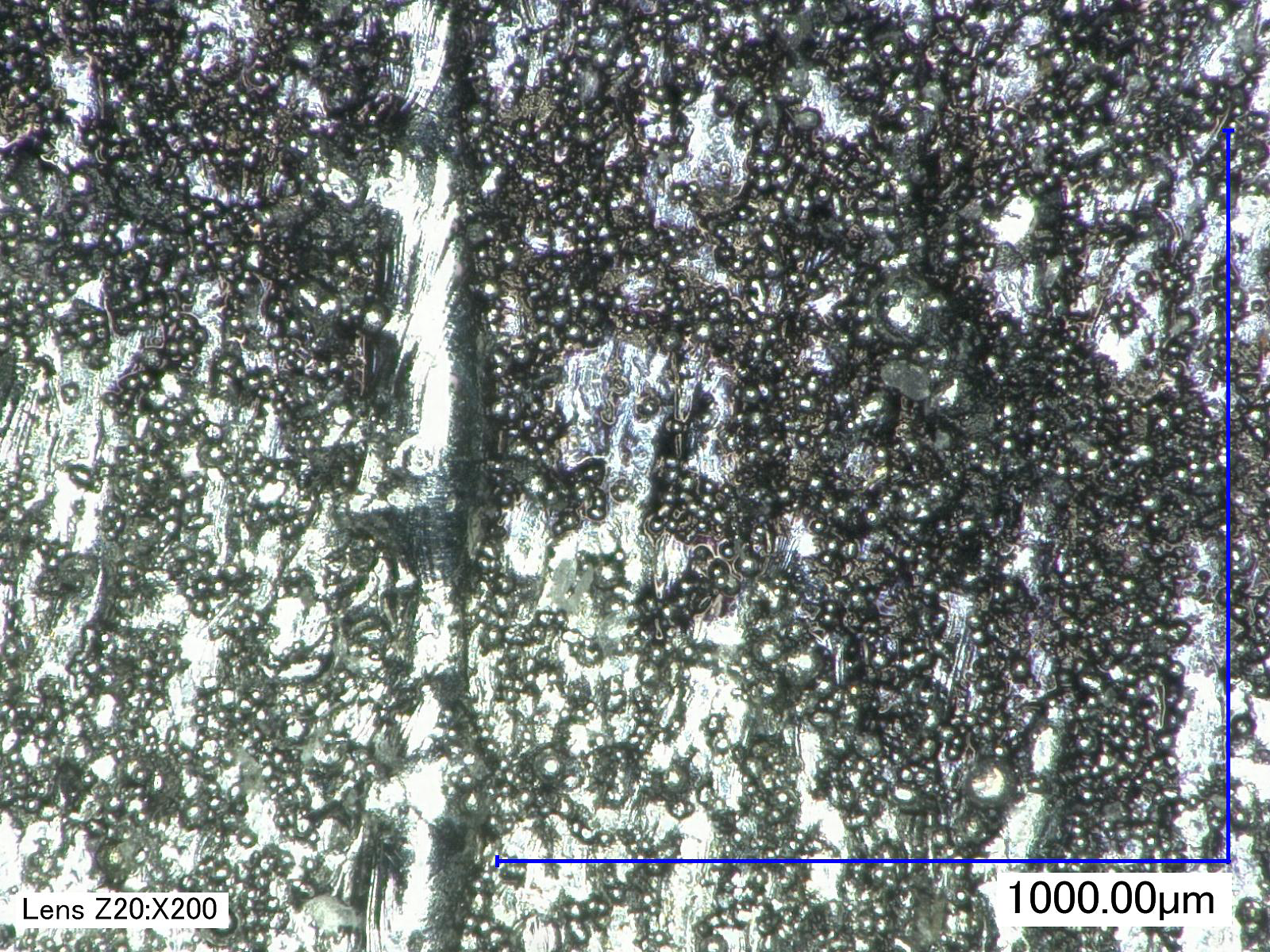
Figure 4: PBF-LB/17-4PH surface texture. (Courtesy: REM Surface Engineering)
For internal surfaces such as CCCs, the force exerted on the walls is reliant upon the flow rate/pressure and the viscosity of the abrasive putty. It is common to see variations in material and surface smoothing in these CCCs if they are long and/or serpentine, as the force exerted on the walls will vary, resulting in less effective abrasion. As shown in Figure 6, complicated internal geometries will result in high levels of material removal variation and surface modification, especially on the inner and outer walls at the 180° bends and where the channel width increases in diameter.
Additionally, the higher levels of roughness of AM surfaces and AM CCCs can create difficulty in both fully removing said roughness (see Figure 6) as well as difficulty in removing the abrasive putty itself to avoid operational contamination [9].

Figure 5: PBF-LB/GRCop-42 as-printed internal channel surface (Courtesy: REM Surface Engineering)
Given the limitations of the AFM process for some applications, an alternative surface finishing technique for internal channels, especially AM CCCs, to consider is chemical polishing (CP). As discussed in the March 2025 Material Matters column, “Subtractive chemical processes differentiated and explained,” chemical polishing is a controlled chemical dissolution process that focuses on the efficient alteration of surface texture.
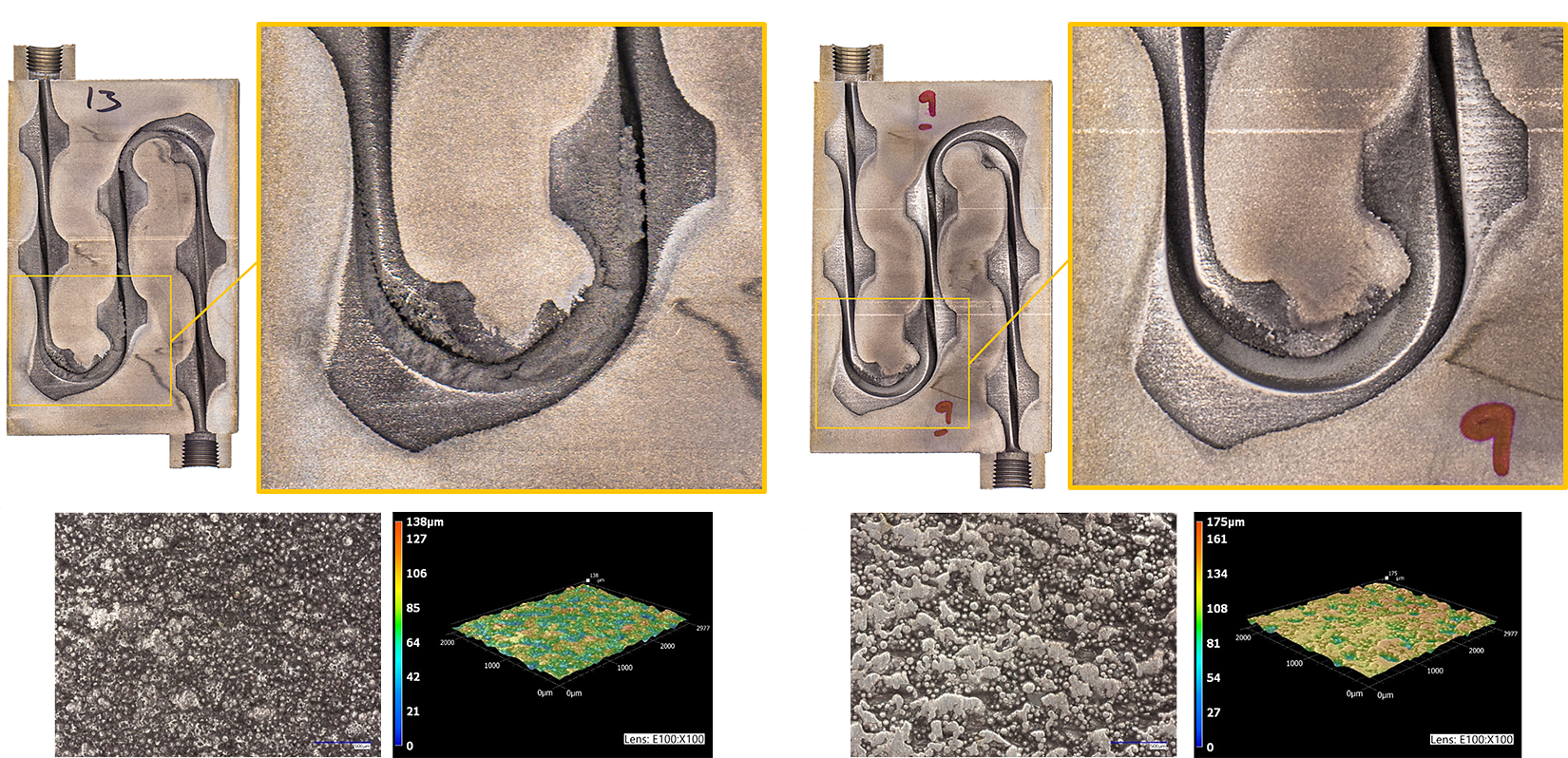
Figure 6: Images of a sectioned component (PBF-EB/Ti-6Al-4V) showing a demonstration AM channel in its as-printed state. left, and after AFM, right. (Courtesy: REM Surface Engineering)
When applied to AM CCCs, CP can be used to eliminate just the granular roughness, thereby maintaining higher levels of surface area for heat transfer, or CP can be used to maximize roughness reduction (see Figure 7). CP has several advantages over AFM in that it does not require significant force to remove material. As long as the CP solution can contact the channel walls, it will remove material with a high level of uniformity; as seen in Figure 8, in direct comparison to AFM, CP shows little to no variation in surface material removal and surface texture produced.
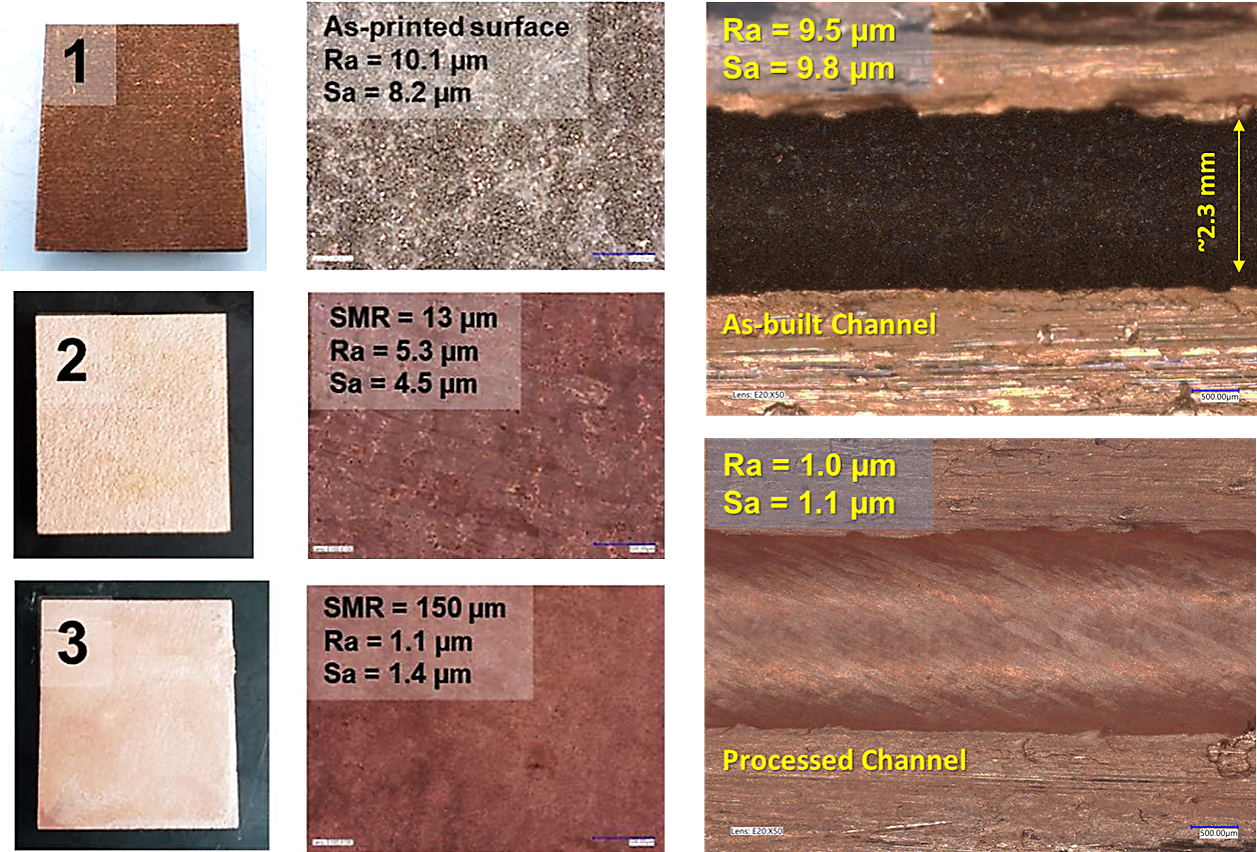
Figure 7: Images of GRCop-42 surfaces: Top left, as-printed surface; middle left, CP’d to removal granular roughness only, leaving behind a wavy surface; bottom left, CP’d to maximize roughness reduction and planarization; top right, as-printed and section channel; bottom right, CP’d and sectioned channel. Note: SMR = surface material removal. (Courtesy: REM Surface Engineering)
The serpentine curves and channel width variations all show consistent surface textures. While CP’d AM CCCs will tend to still exhibit some degree of texture in the form of waviness, with levels of waviness varying based on both initial levels and the base material, the surface will be generally smooth and uninterrupted, resulting in a significant reduction in pressure drop. Testing done by NASA MSFC has shown reductions in pressure drop in liquid rocket engine combustion chamber CCCs by >70 percent compared to as-built CCCs [10].
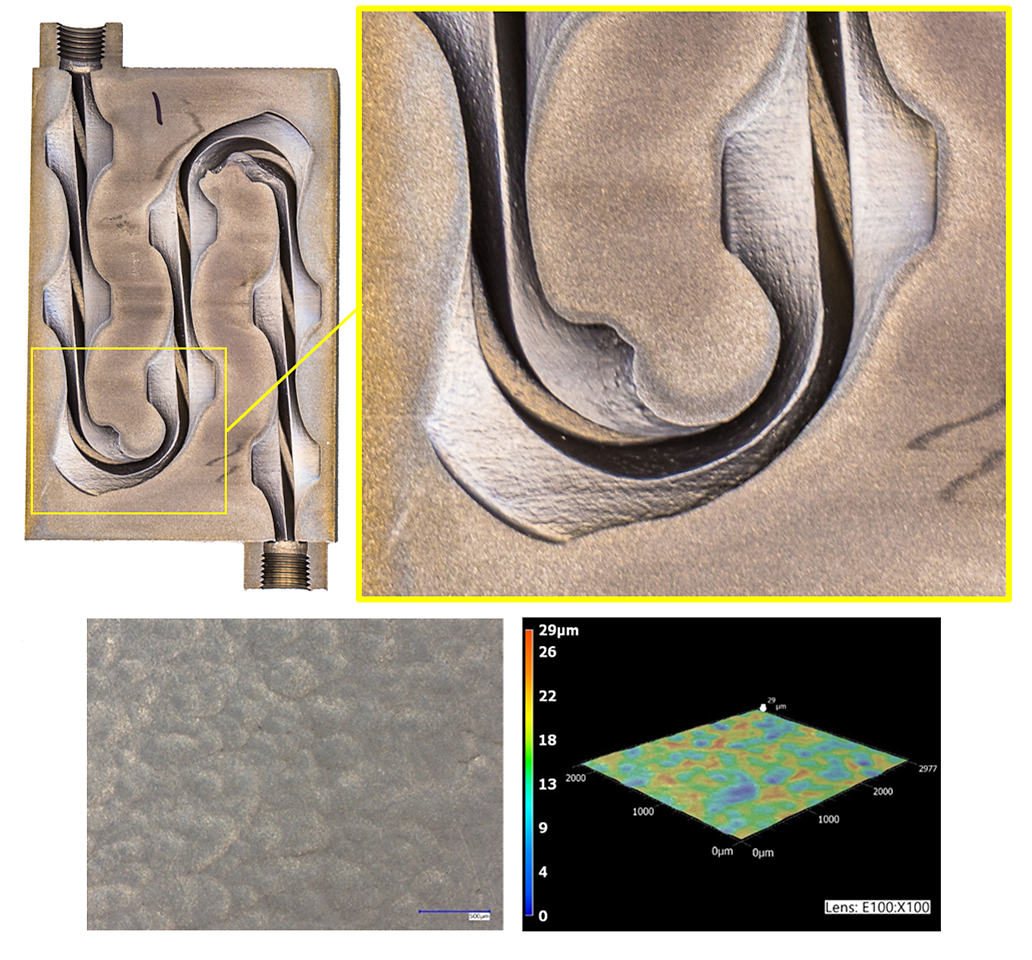
Figure 8: Images of a sectioned component (PBF-EB/Ti-6Al-4V) showing the same demonstration AM channel as in Figure 6 after CP. (Courtesy: REM Surface Engineering)
Again, as discussed in the April 2025 Material Matters column, the potential for AM CCCs to be used in gear applications could improve operating temperature control and, derivatively, improve gear and/or lubricant performance. But, the temperature non-uniformity observed in AM mold cores caused by variations in flow within the AM CCCs and/or an increase in pump size to overcome the inherent pressure drop caused by the AM surface texture could outweigh the potential benefits of AM CCCs in gearing. However, the application of a proven surface finishing technique to AM gear CCCs, such as CP, would offer the potential to overcome these limitations and maximize the benefits that AM gear CCCs could provide.
Reposted with permission from: https://gearsolutions.com/departments/materials-matter/internal-channel-surface-finishing-processes-for-gear-other-applications/
Please fill out the information below to receive the selected resource.
Please fill out the information below to receive the selected resource.