
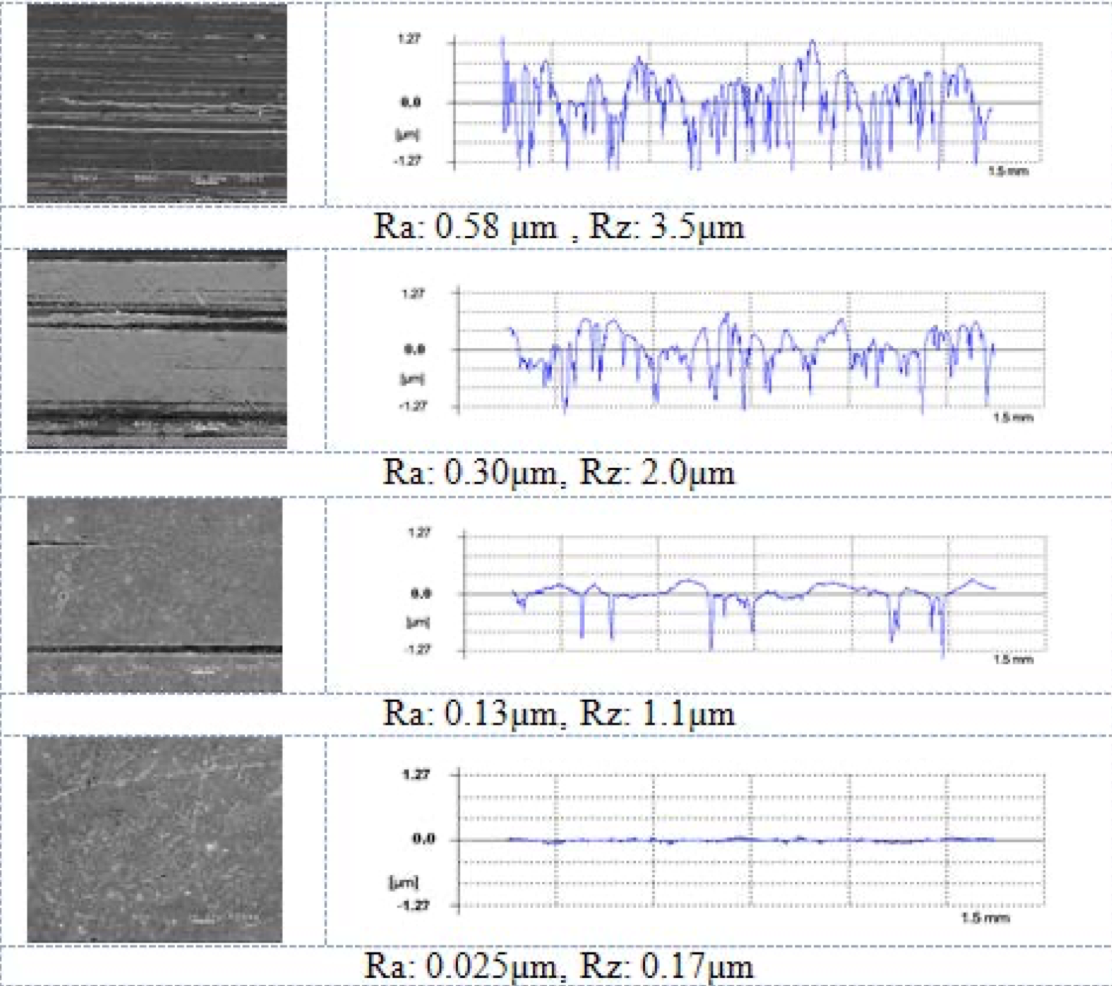
Figure1. Illustrates the progressive levelling effect of isotropic finishing processes.
Chemically accelerated vibratory finishing is one such subset of isotropic superfinishing. This technique is applicable to a range of metallic parts such as gears and bearings and is able to reduce the Ra <0.1µm and Rz <1µm. It has been shown to have significant positive impact on case carburized gears producing a range of benefits from noise reduction, increased efficiency, and improved lubrication.
Safety Factor
To assist the elimination of Micropitting in cylindrical gears the following safety factor [7] was created (Equation 1).
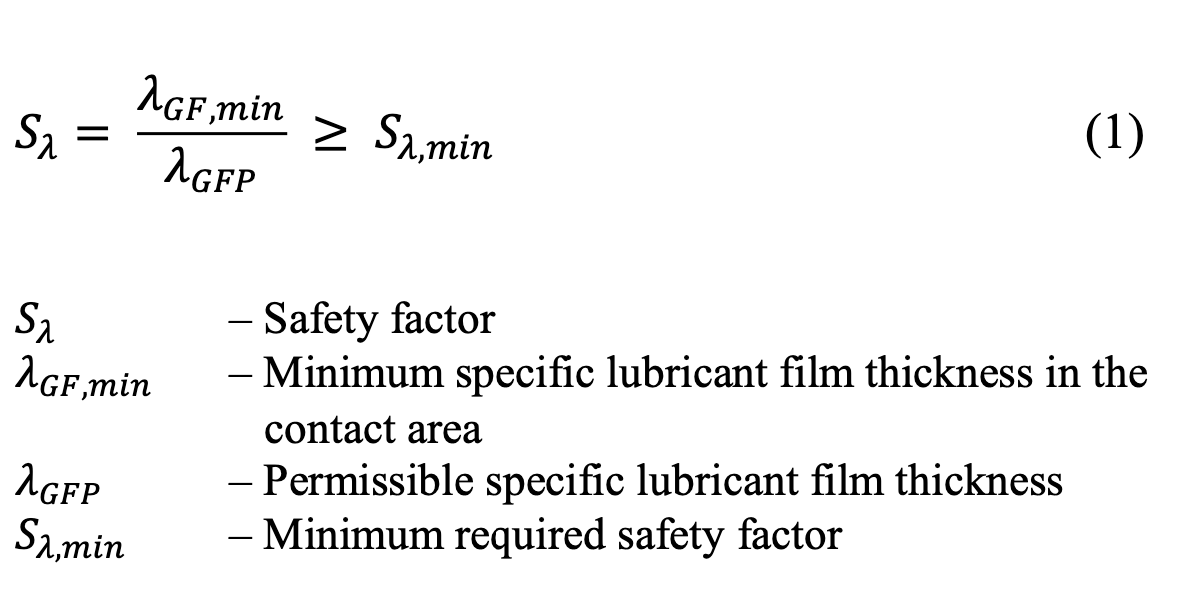
Equation 1
Cassimere et al [8] investigated the theoretical impact superfinishing would have using this equation and its subcomponent, , . This is the minimum film thickness calculated in the contact area; termed , (Equation2).

Equation 2
Combining these equations you generate (Equation 3).
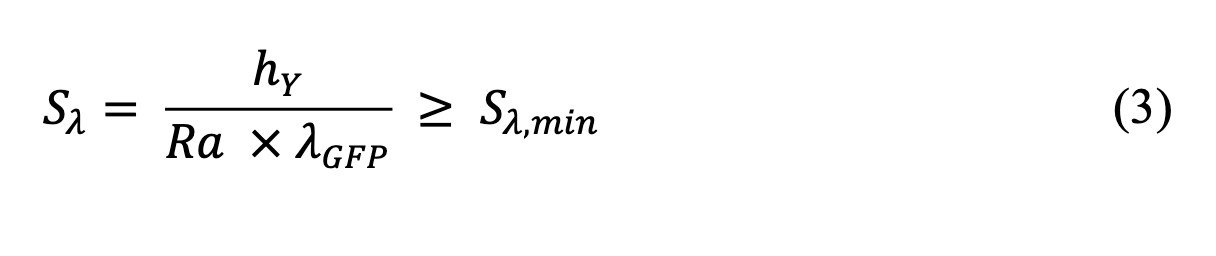
Equation 3
They deduced that by assuming the safety factor generated was 1, the h and terms would be equal leaving just the residual roughness parameter (Equation 4).

Equation 4
To identify the magnitude of surface roughness’s impact, the authors made the assumption that a gear with an arithmetic average roughness (Ra) of 0.51μm would have a safety factor of 1. Were this gear to be subsequently superfinished to a Ra 0.1μm, the safety factor would increase to 5, indicating an interesting design solution to prevent micropitting.
FZG Test Protocol
It has been shown through current micropitting theory and by mathematical manipulation of the ISO safety factor calculation that chemically accelerated superfinishing should be a powerful tool for preventing micropitting. This theory was tested by independent laboratories using FZG-Type C gears. One test utilised the Brief Test GFKT following the DGMK 575 protocol. The second test utilised the standard test GT using the FVA 54/I-IV protocol.
The two tests utilise the same gear design and test loadings, but vary in the how the lubricant is applied either sprayed (standard test) or splashed (brief test), the type of lubricant utilised, the number of load stages and duration.
Both tests require the gears to be inspected after each load stage for the average profile form deviation, the area covered in micropitting, and the weight lost. The failure criterion is exceeding 7.5μm mean profile form deviation during the load stages or 20μm during the endurance test as part of the standard test.
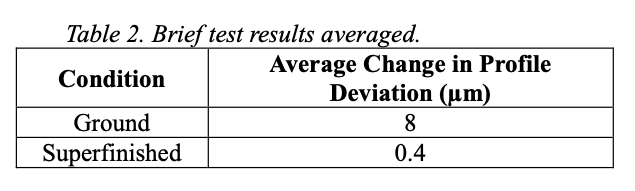
Brief Test
The brief test for micropitting was carried out by researchers at the Technische Universität München. The test utilised a lubricant (FVA 2 + 2% LZ 677 A) with a known low micropitting resistance. Each gear pair was tested twice, once on either flank.
Testing comprises of just two loaded stages for a duration of 16 hours per stage (Table 1).
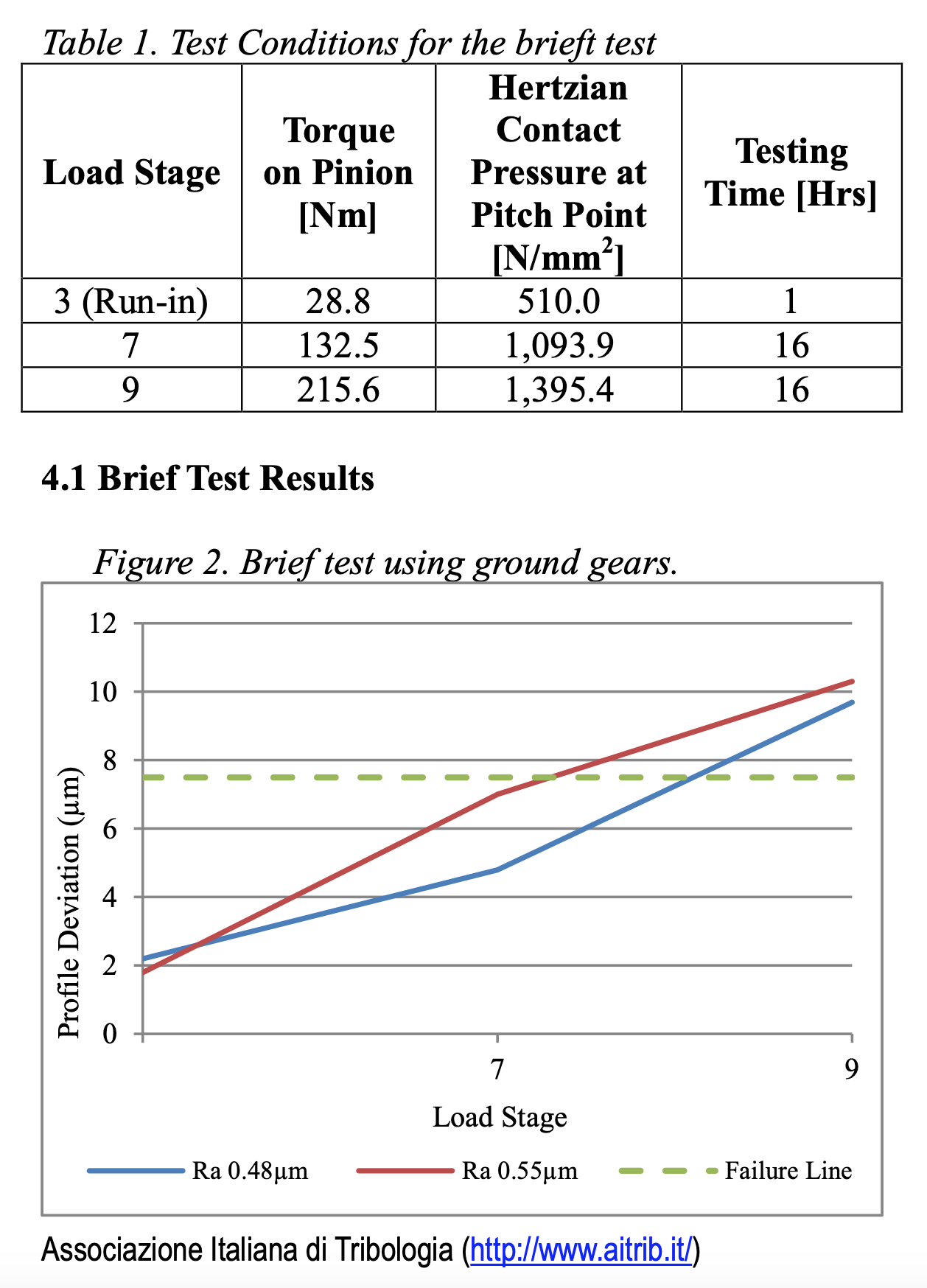
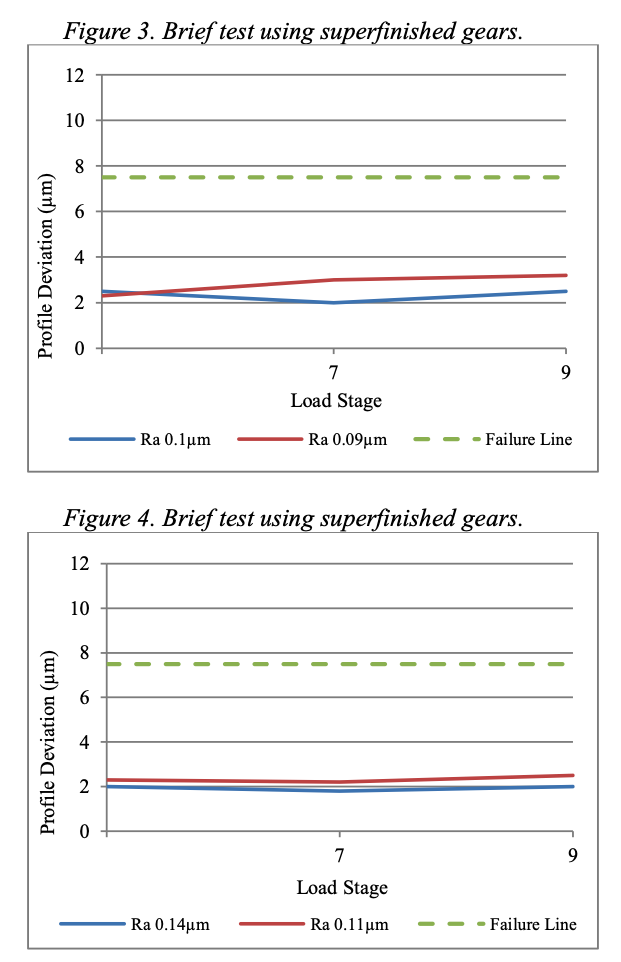
To summarise the results the average profile deviation is shown in Table 3. This result indicates that isotropic superfinished gears are resilient to micropitting with minimal profile deviation documented. This is in contrast to the ground gears that showed a 16 fold increase in profile deviation compared to the superfinished gears.
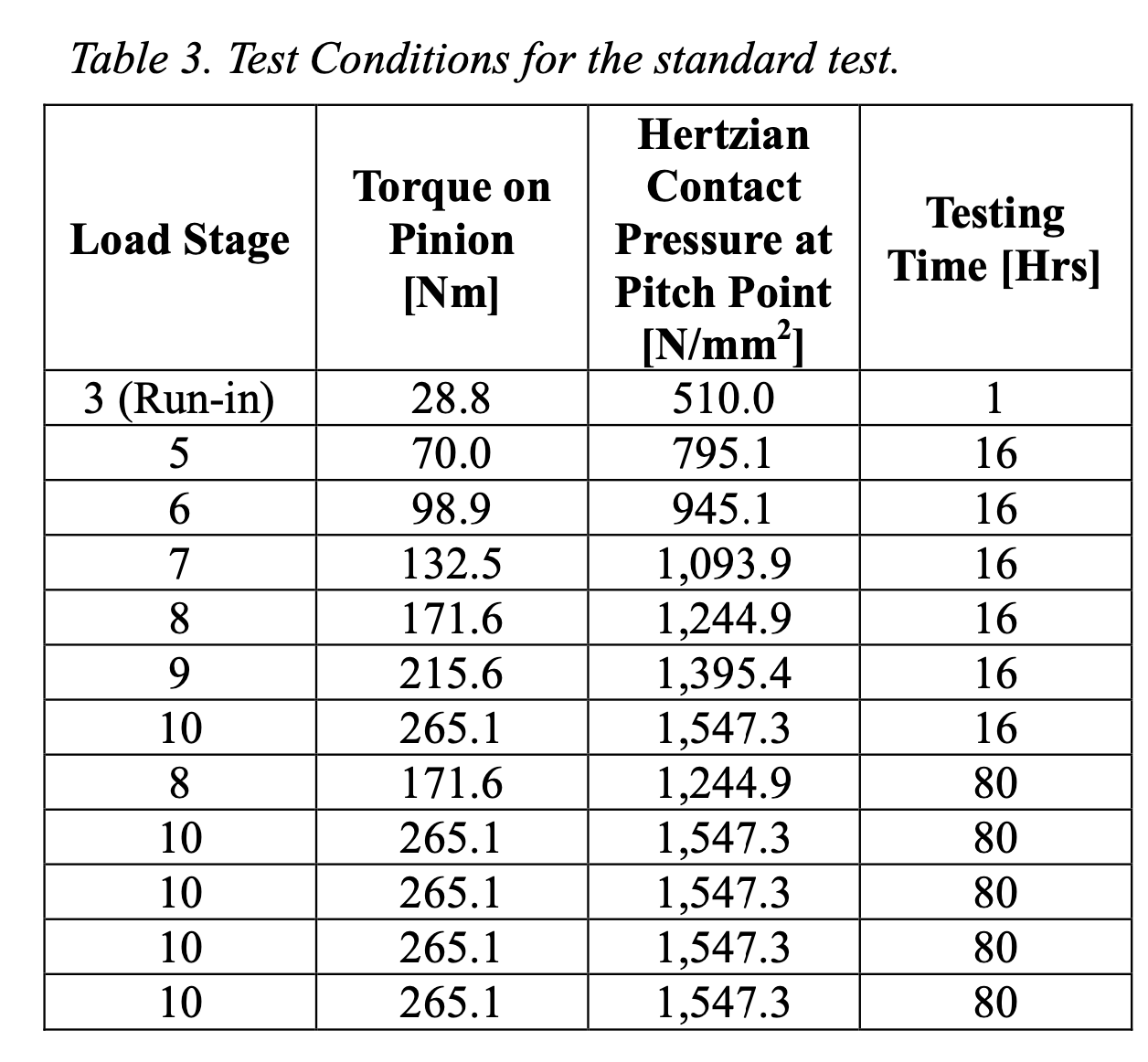
Standard Test
The standard test was conducted by the Ruhr Univserität Bochum. They performed two tests, one utilising only the load stage. The second repeated the load stage test followed by the endurance cycle.
A mineral oil (ISO VG220) with an additive to reduce micropitting capacity was used in the test to aid differentiation.
Standard Test Results
Test 1 utilising only the load stage had a mean contact Ra of 0.48μm for the ground gears and 0.1μm for the superfinished gears.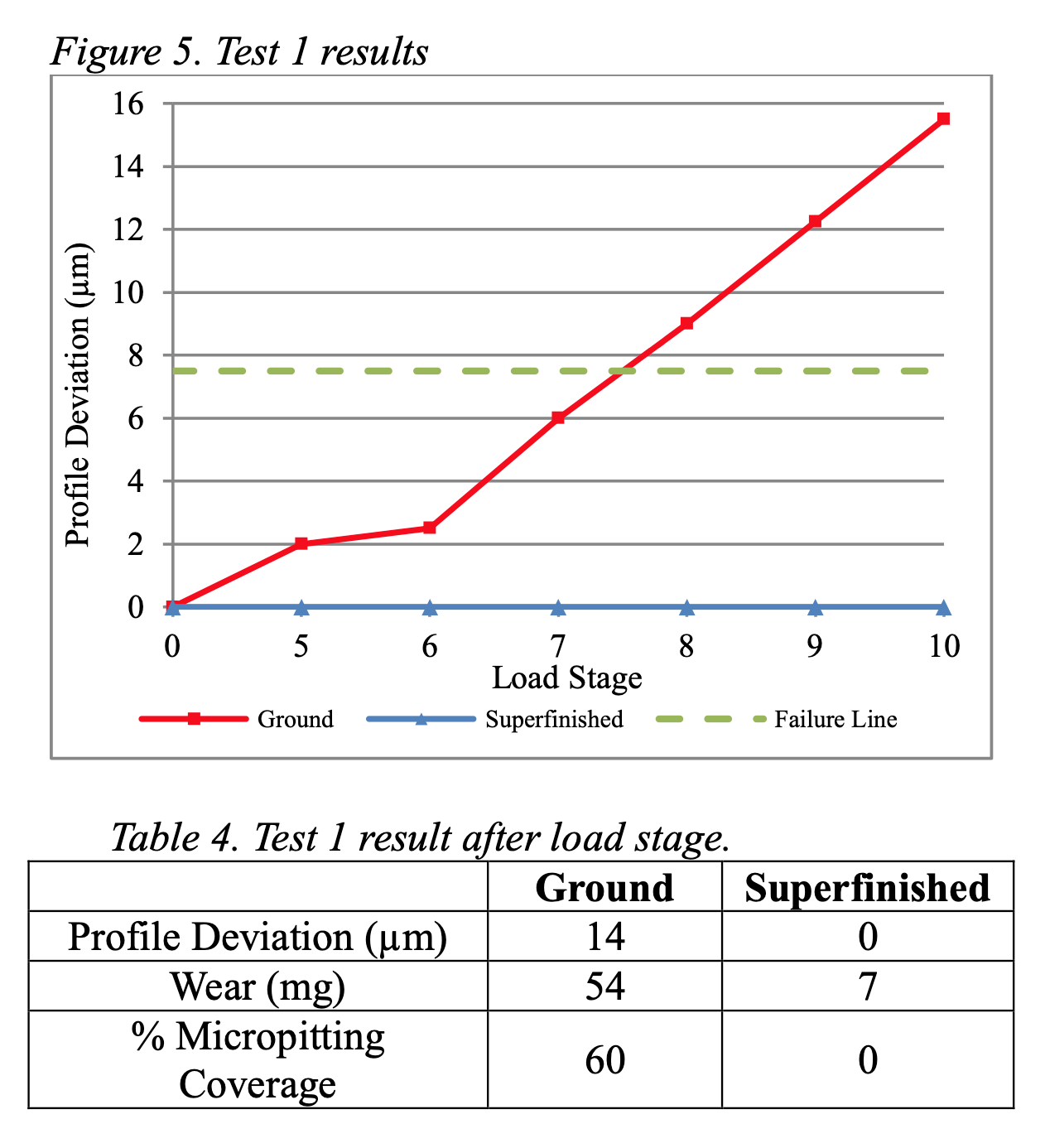
Test 2 utilised the load stage and endurance test. The gears had a mean Ra of 0.465μm for the ground gears and 0.095μm for the superfinished condition.
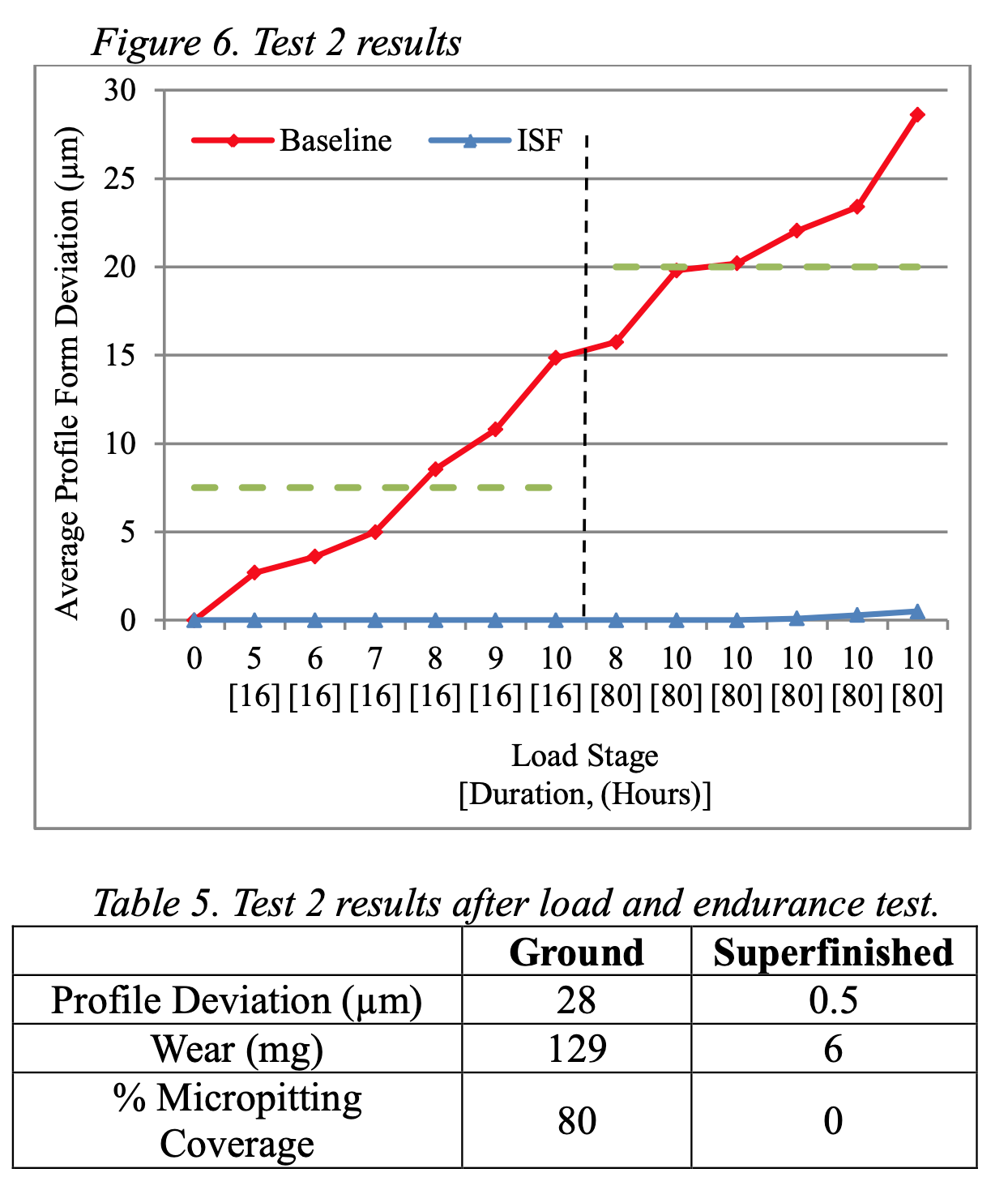
Both tests confirm the results from the Brief Test, that isotropically superfinished gears are able to increase the micropitting carrying capacity, despite the use of an unfavourable lubricant.
Conclusions
- Chemically accelerated superfinishing is able to reduce the gear flank roughness to <0.1μm Ra
- The ISO safety factor highlights the importance ofroughness on micropitting resistance.
- Test data shows that isotropic superfinishingincreases the micropitting carrying capacity of the gear.
Acknowledgements
The authors would like to thank the following for allowing the release and publication of this data.
- Technische Universität München where the brief test was conducted. Dipl.-Ing. G. Steinberger, Dr.-Ing. P. Oster and Prof. Dr.-Ing. B.R. Hohn the researchers and both the FZGmbH and Voith Turbo GmbH & Co KG.
- Ruhr Univserität Bochum where the standard test was conducted. Dipl.-Ing. G Lützig and Prof. Dr.-Ing. W. Predki the researchers and Winergy AG.
Reference
- [1] Snidle, R.W; Evans, H.P; Alanou, M.P; Holmes, M.J.A; “Understanding Scuffing and Micropitting of Gears.” RTO-AVT Specialists Meeting. Willimsburg, USA, 7-9 June 2003. RTO-MP-AVT-109.
- [2] Astrene, T. T; “20 Minutes with Walt Musial.” Tribology & Lubrication Technology. May 2004, 26-34.
- [3] Barnett, D; Elderkin, J.P; Lt. Bennett, W; “Analytical Approach to the Prediction of Micropitting on Case Carburized Gears.” Gear Industry Journal, 2006, 4th Quarter, 32-46.
- [4] Doll, G.L; Kotzalas, M.N; Kang, Y.S; “Life-limiting wear of wind turbine gearbox bearings: Origins and Solutions.” The Timken Company, Canton, OH, USA, p. 1-6.
- [5] Chiu, Y.P; “The Mechanism of Bearing Surface Fatigue—Experiments and Theories.” Tribol. T. Vol. 40, No. 4, 1997, 658–666.
- [6] Winkelmann, L; El Saeed, O; Bell, M; “The Capacity of Superfinished Vehicle Components to Increase Fuel Economy.” Proceedings of the ASME 2007 International Design Engineering Technical Conferences & Computers and Information in Engineering Conference IDETC/CIE 2007, September 4-7, 2007, Las Vegas, Nevada, USA.
- [7] ISO TR 15144-1, 2010; “Calculation of micropitting load capacity of cylindrical spur and helical gears – Part 1: Introduction and basic principles.” First Edition, International Organisation for Standardization, Geneva, Switzerland.
- [8] Cassimere, B; Evans, B. F; Hinchliff, E. M; Martin, D. E; Smith, D. F; “Torsional and Electrical Dynamic Interaction of Compressor Drive Motors and Gas Turbine Driven Power Generators.” Proceedings of the Forty-Second Turbomachinery Symposium, October 1-2, 2012, Houston, Texas.
Download Resource
Please fill out the information below to receive the selected resource.