
Repairing Wind Turbine Gears and Assemblies with ISF®
As the wind turbine industry matures, the importance of operations and management (O&M) costs grows. In the early years of large kilowatt and small megawatt class wind turbines, pre-mature gearbox failure due to gear fatigue was very common and was a significant issue for wind turbine gearbox manufacturers, wind turbine OEM’s and owner-operators. Wind turbine gearboxes are intended to last for twenty years, so gearboxes that were failing in less than three years was a significant problem.
Gearbox technology and manufacturing quality has improved, and it is now very uncommon for a wind turbine to fail in less than three years. However, essentially all wind turbine gearboxes still experience issues requiring tower removal and maintenance after five to ten years of operations. Common gear failure modes in today’s wind turbines include micropitting, scuffing, foreign object debris, damage, abrasive wear, fretting and corrosion. Given the costs associated with wind turbine gearbox removal, it is important that any and all repairs are conducted so as to minimize both immediate costs as well as future issues.
Gear repair options
There are several methods of dealing with wind turbine gears that have flank damage: regrinding, hand-working, replacement, or isotropic superfinishing. Regrinding is an effective technique when the gear profile requires correction or alteration. Hand-working is labour intensive and risks all of the irregularities associated with non-machine controlled processes.
However, it can be useful in repairing only minor or localised damage. New gear replacement is typically costly and requires a long lead time resulting in additional turbine downtime. All three of these methods have a common theme in that they will not improve the surface finish or texture of the component as compared to its as-manufactured state. In other words, any gear that is either replaced or repaired via regrinding or hand-working will have tend to have the same surface finish flaws that lead to or contributed to the damage that is being remediated. Isotropic superfinishing is an alternative to these options that has various cost saving characteristics, and it will produce a gear flank surface finish that has been proven to be significantly superior to that of a machined or ground surface.
What is isotropic superfinishing?
Isotropic superfinishing is a process that produces a smooth (typically < 0.1 μm Ra), micro-textured surface that is isotropic (or non-directional) in nature. A traditional machined surface has directionally oriented, parallel rows of surface asperities, whereby an isotropic superfinished surface (or an isotropic superfinish) has no asperity peaks, only a non-directional surface texture. This isotropic superfinish creates a number of benefits in gears and bearings including increased resistance to contact fatigue, elimination of micropitting, increased resistance to bending fatigue, increased load carrying capacity, reduced friction, increased lubricant performance, reduced wear, increased efficiency and increased scuffing resistance.
REM Surface Engineering’s ISF® Process is an isotropic superfinishing process that has been applied in numerous gearing applications including new wind turbine gearboxes, helicopter transmissions, and the like. It has been verified to maintain component geometry and gear class rating, residual compressive stress and surface hardness, while having no detrimental effect on component metallurgy (hydrogen embrittlement, intergranular corrosion, etc.). REM has tailored its technology such that it can be utilised on an assortment of different materials including carbon, stainless and exotic Steels, nickel-based superalloys and titanium alloys.
ISF process and wind turbine gear repair
During the early 2000’s, when wind turbine gearboxes were experience premature failure at high rates, REM began working with wind turbine gearbox producers to utilise the ISF Technology to eliminate these issues. After several years of success on new gearboxes, REM sought to apply the technology to the repair of damaged gearboxes. REM found that its isotropic superfinishing technology was able to remove surface damage in the same manner it was able to remove residual machining lines from gear flanks. Since 2008, REM has successfully repaired over five hundred kW and mW class gearboxes.
Case studies
There are three interesting case studies that demostrate: 1) the issues with early wind turbine gears, 2) continued contact fatigue issues with new wind turbine gear designs, 3) the advantages that an isotropic superfinishi offers over a ground surfacec, i.e. a ground intermediate pinion in service approximately five years was damaged by micropitting with a visible contact pattern.
The first case study is of an early design, ground sun pinion, which only operated for roughly three years prior to requiring refurbishment. Visual inspection showed multiple forms of damage including abrasion, corrosion, micropitting and FOD damage. This pinion was able to be fully repaired and returned to service with an improved isotropic superfinish on its gear flanks.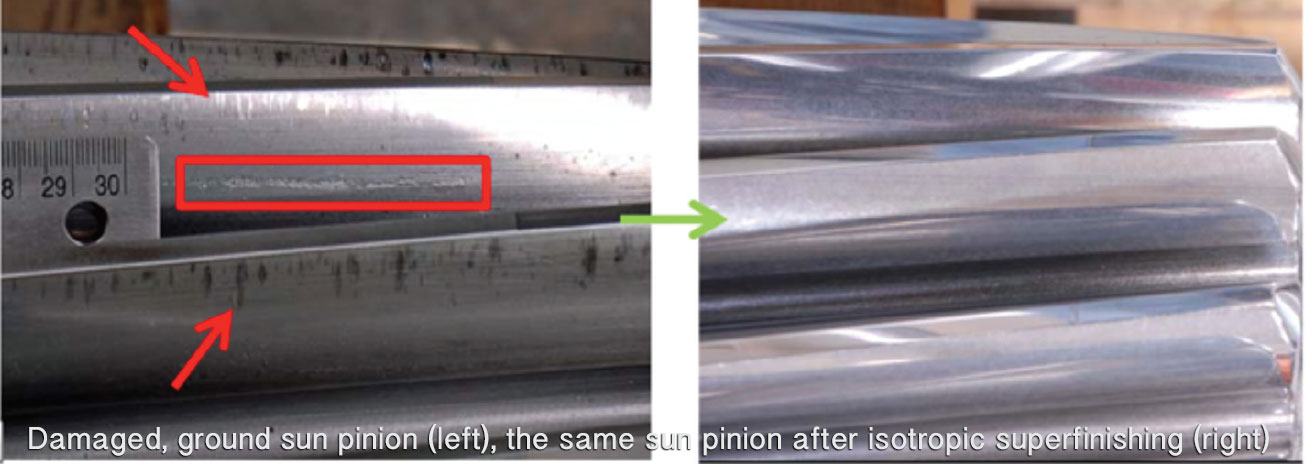
The second case study is of a later design, ground intermediate pinion which operated for roughly five years before the gearbox required service. Its surface condition is vastly superior to that of the sun pinion from the first case study, but it still displayed early stage micropitting and a very defined contact pattern. This intermediate p inion was also repaired via isotropic superfinishing, removing all micropitting and wear patterns.
inion was also repaired via isotropic superfinishing, removing all micropitting and wear patterns.
The third case study is of a fully isotropically superfinished wind turbine input planetary stage that was taken out of service due to a bearing failure after over five years of operation. The planets, sun pinion, and ring gear all displayed no signs of wear or even a discernable contact pattern.
Potential applications
Isotropic Superfinishing can be utilised on all common wind turbine components. As shown in the case studies, these isotropically superfinished components will have significantly reduced surface roughnesses as well as increased lambda ratios, micropitting safety factors, and component life expectations. All of these characteristics represent future cost savings via reduced O&M costs. However, there are advanced applications of the ISF Process that can further increase cost savings in the immediate repair process. The ISF Process can repair integral bearing races and gear flanks simultaneously on wind turbine planet gears; other technologies would require two discrete operational steps to perform these repairs. Due to the controllability of the ISF Process nitrided components such as ring gears can be repaired, when they would otherwise have to be scrapped. The ISF Process is also able to repair assembled components such as the low speed assembly (low speed helical gear plus hollow shaft/coupling) and intermediate assembly (intermediate pinion and high speed helical gear) in their assembled state, eliminating the costs of separating these components as well as the risk of damaging one or both components during the separation process.
Additional benefits of the ISF Process as compared to regrinding are that no part drawing is required, there is no risk of in process scrapping, and no post-process nital etch required.
REM Surface Engineering
Tel: 01480 210756
Email: sales@remchem.com
www.remchem.com
Download Resource
Please fill out the information below to receive the selected resource.