
BACKGROUND
Various aircraft gear applications are requiring the use of steels with high temper resistance and corrosion resistance. In response to this demand the specialty steel industry has introduced a variety of gear steels that provide these properties to the gear designer. Examples of such steels are AMS 6308, Pyrowear ® 675, and CSS-42L TM. The effort described in this paper is to compare the corrosion resistance properties of these various steels to traditional aircraft gear steels such as AISI 9310 VIM VAR and stainless 440C, in hardened condition, as a base line. Further, the Isotropic Superfinishing (ISF®) process is becoming standard practice as the final operation in the manufacture of precision aircraft gearing. Significant interest exists in determining the impact of the superfinishing process on the corrosion resistance on these various alloys. Consequently the corrosion behavior of these alloys in the ground and superfinished condition was also evaluated in this effort.
EXPERIMENTAL PROCEDURE
The comparative corrosion resistance properties of the various steels in ground and superfinished condition was evaluated using a specially formulated, low-intensity corrosion test, designed to reveal small differences in corrosion resistance. This test was developed since a salt spray test according to ASTM B-117(1)would be too aggressive and all samples would fail so badly that no subtle differences in corrosion resistance could be detected. The corrosion test and the passivation procedures developed are described below.
Passivation Process
Per ASTM A 380(2)passivation is “the removal of exogenous iron or iron compounds from the surface of a stainless steel by means of a chemical dissolution” and “the chemical treatment of a stainless steel with a mild oxidant, such as a nitric acid solution, for the purpose of enhancing the spontaneous formation of the protective passive film.” Specifications for this process have been detailed in the cancelled Federal Specification QQ-P-35C(3)and the replacement ASTM specification ASTM A 967(4). Specimens for this effort were initially processed in accordance with ASTM A 967, which included:
- Solventcleaning
- Pickling in a Nitric Acid Solution (Nitric 1 per ASTM967)
- Rinse in de-ionizedwater
- Rinse with aqueous solution of SodiumHydroxide
- Rinse in de-ionizedwater
- Airdry
One specimen from each material and surface finish was to be subjected to the passivation process and then tested to verify removal of free iron using a water immersion test as follows:
- Specimens will be soaked in de-ionized water for onehour
- Specimens will be air dried for a minimum of onehour
- This process will be repeated twelvetimes
- Surfaces will be inspected forrust
Any evidence of rust will indicate the presence of free iron and the passivation process was to be fine-tuned to ensure full removal of all free iron.
This part of the plan did not work out as intended. The pickling procedure spelled out in ASTM 967 is:
- Nitric 1—The solution shall contain 20 to 25 volume percent of nitric acid and 2.5 +/-5 weight percent of sodium dichromate. The parts shall be immersed for a minimum of 20 min at a temperature in the range from 120 to 130°F (49 to54°C).(4)
A set-up batch of parts was subjected to this passivation procedure using an immersion time of 20 minutes as specified and at the specified temperature. While no signs of free iron (rust) can
be found on the surface of the parts after the water immersion test, the strong Nitric Acid solution strongly over etched the parts. A second experiment was conducted with a secondbatch of parts using five minutes immersion. Again, most of the samples appeared over etched and all passed the subsequent water immersion test. The 440C stainless that had been hardened was more resistant to this etching action, but the sample etched for 20 minutes shows signs of over etching.
The ground tooth flanks and roots, the edge breaks at the ends of the teeth on the gear samples, and areas adjacent to these areas where carbon had penetrated during the carburization process were the most severely etched areas. Further research revealed a Carpenter Products Data Sheet(5)describing, among other things, passivation of stainless steels. This included the following paragraph:
“Parts that were improperly heat-treated may lead to attack in a passivating bath. Furthermore, high-carbon, high-chromium grades must be hardened to render them corrosion resistant.
Stainless steel parts that have been carburized or nitrided should never be passivated. These surface treatments lower the corrosion resistance of stainless steel, thus opening the way to attack in the passivating tank.”
A further attempt at passivation was made using a Citric Acid solution to avoid over etching the specimens. The process included:
- Solventcleaning
- Pickling in a 5% Citric Acid Solution at room temperature for 10minutes
- Rinse in de-ionizedwater
- Rinse with aqueous solution of sodiumdichromate
- Rinse in de-ionizedwater
- Airdry
Sample parts processed in this manner did not show signs of over etching. However, subsequent testing by water immersion revealed that the process did not remove all the exogenous free iron from the surface. It was concluded that it would be impossible to remove all the free iron from the surface of the carburized stainless steel gears without over etching the carburized surfaces in the process. Accordingly the as ground parts were passivated using the Citric Acid process.
Corrosion Test Set Up:
The following procedure was established for conducting the corrosion test:
- Drill a small hole in the center of jar lids, about the width of the zip
- Pour 100mL of salt-water solution (ASTM B117)(1)in the bottom of each test
- Mark level of the water on the outside of each glass jar with a
- Attach/tie the samples around the long dimension, leaving the tooth profile open asa focus of the
- Hang each sample in a separate jar by threading the tie through the hole in the lid and securing with the RTV sealant. Be sure the hole is completely closed by the
- Also ensure that the sample hangs adequately above the solution so that the solution will not come in contact with the sample during the tests or in transportation between conditions.
- Do not tighten lid completely to act as a vent as the temperature
- Place the jars in carrying trays for easy
Figure 1 – Samples prepared and ready for test
Corrosion Test Procedure:
- Begin cycle by placing trays/jars in the oven at 150°F ± 2°F for 8 hours, then move tothe refrigerator at 37°F ± 2°F for 16 hours. Repeat each 24-hour cycle for a total of 14 cycles.
- Check solution level every time the jars are moved from one condition to another.If level is too low, add de-ionized water to the original
- After 14 days/cycles, remove samples and photograph in groups of 4 by material. Estimate area of corrosion for each sample. Cut up and evaluate corrosion depth andtype exhibited by
Figure 2 – Samples in oven during test
Testing was conducted with twelve groups of specimens as shown in the following table. Tests were conducted with four specimens from each group. Gear segment specimens for Pyrowear ® 675 925°F temper, Pyrowear ® 675 550°F temper, CSS-42L TM925°F temper, AMS 6308 and AISI 9310 VIM-VAR were all cut from gears previously tested in other programs. The annealed 440C stainless steel has been obtained from a hardware vendor and was hardened by Solar Atmospheres Inc.
| Material | Specimen Configuration | Surface Finish |
| Pyrowear ® 675 925° Temper | Segment from 8 DP ½ inch face width gear | As Ground |
| Pyrowear ® 675 550° Temper | Segment from 8 DP ½ inch face width gear | As Ground |
| CSS-42L TM925°F temper | Segment from 8 DP ½ inch face width gear | As Ground |
| AMS 6308 | Segment from 8 DP ¼ inch face width gear | As Ground |
| AISI 9310 VIM-VAR | Segment from 8 DP ¼ inch face width gear | As Ground |
| 440C – Hardened | ½ inch square bar | As Ground |
| Pyrowear ® 675 925° Temper | Segment from 8 DP ½ inch face width gear | Super Finished |
| Pyrowear ® 675 550° Temper | Segment from 8 DP ½ inch face width gear | Super Finished |
| CSS-42L TM925°F temper | Segment from 8 DP ½ inch face width gear | Super Finished |
| AMS 6308 | Segment from 8 DP ¼ inch face width gear | Super Finished |
| AISI 9310 VIM-VAR | Segment from 8 DP ¼ inch face width gear | Super Finished |
| 440C – Hardened | ½ inch square bar | Super Finished |
Test Plan
The plan for conducting the corrosion experiment is detailed as follows:
Cut Samples
Twelve samples will be cut from each of:
- Pyrowear ® 675 925ºF temper (gearsegment)
- Pyrowear ® 675 550ºF temper (gearsegment)
- CSS-42L TM925ºF temper (gearsegment)
- AMS 6308 (gearsegment)
- AISI 9310 VIM-VAR (gearsegment)
- 440C Stainless (squarebar)
The cut surfaces were finish ground to achieve a uniform maximum surface roughness of 16 micro-inches Ra. Sharp edges were broken. Specimens were etch marked with a three character code describing material, surface finish, and sequence number.
Heat treatment of 440C Stainless Steel
The 440C stainless samples was heat treated by Solar Atmospheres, Inc. using the process as follows
- Vacuum pre-heat at1450ºF
- Vacuum austenitise at1900ºF
- High pressure gas quench (6 barnitrogen)
- Deep freeze at -100ºF
- Double temper at 325ºF – target 60 HRC finalhardness
Super Finishing
One half of the specimens were super finished using the (ISF®) process as practiced by REM Surface Engineering. The specification was that the specimens were to be line free at 10x examination.
RESULTS & DISCUSSIONS
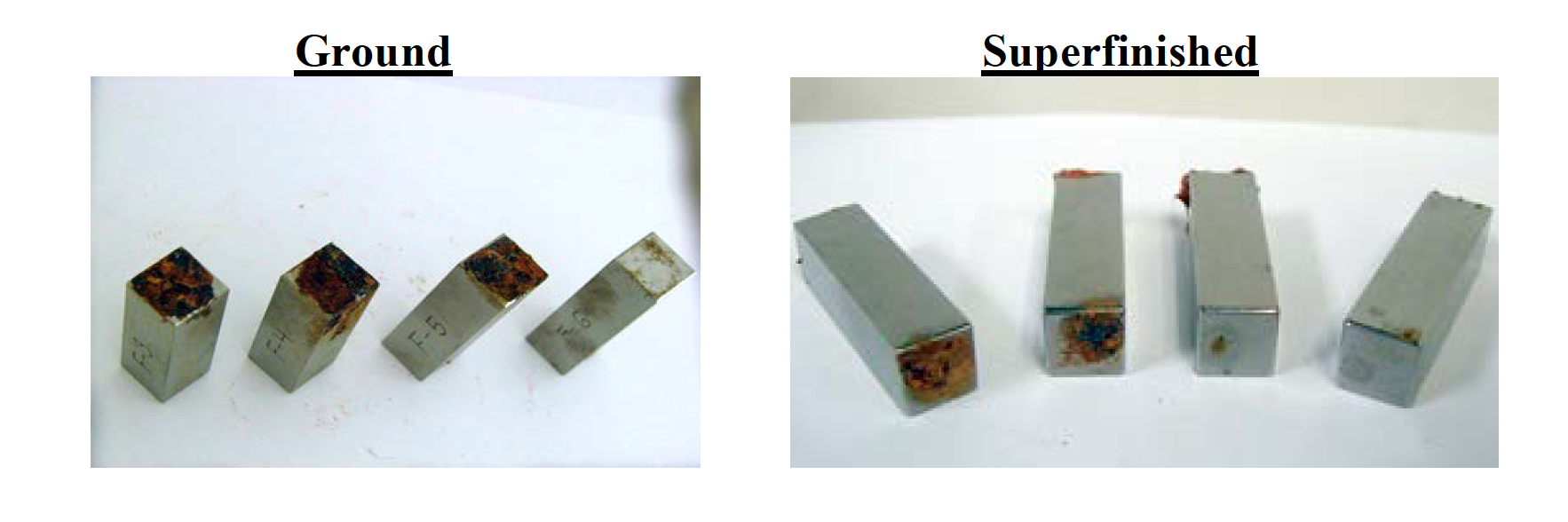 440C
440C
 AISI 9310 VIM-VAR
AISI 9310 VIM-VAR

AMS6308
 Pyrowear®675 925°Ftemper
Pyrowear®675 925°Ftemper
 Pyrowear®675 550°Ftemper
Pyrowear®675 550°Ftemper
CSS TM42L
925°F temper
Figure 3-Comparison of Specimens after Test
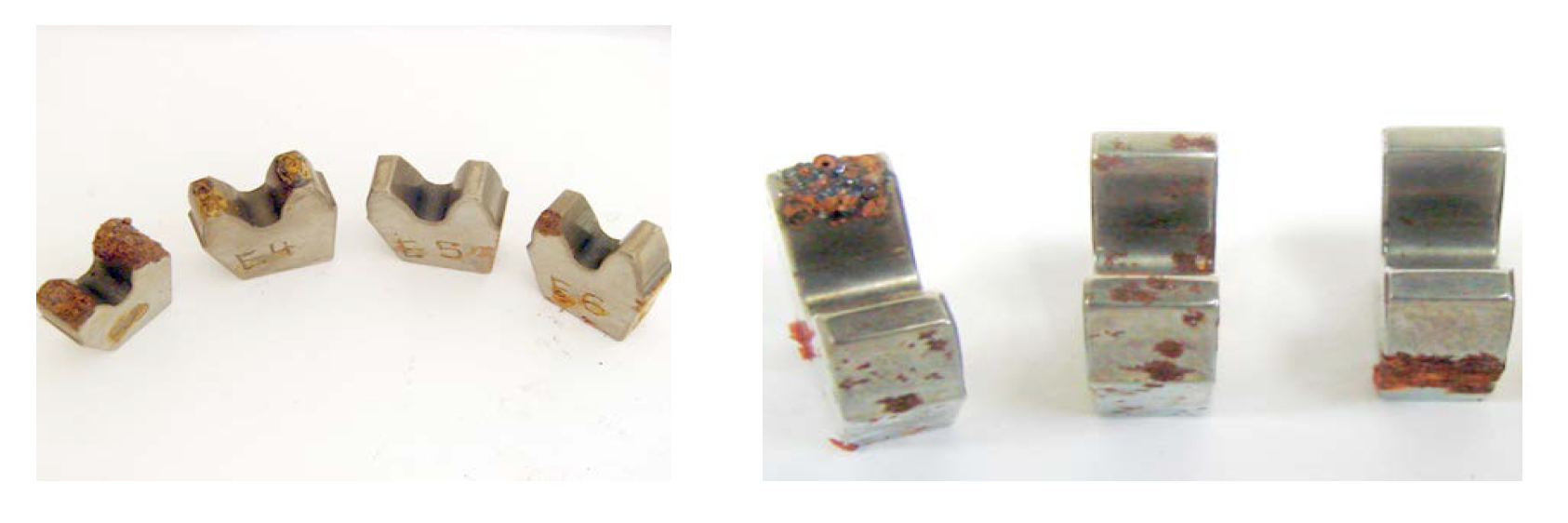
Visual examination of the test specimens after completing the corrosion tests (figure 3) shows that corrosion is pronounced on the AMS 6308 and the AISI 9310 VIM VAR test specimens. Large portions of the gear teeth tips and even the gear face are corroded. Stainless steel 440C appears to also have inferior corrosion resistance properties after being and hardened. The other high temper steels such as Pyrowear ® 675 925°F temper, Pyrowear ® 675 550°F temper, and CSS-42L TM925°F temper have considerably reduced amount of corrosion. While the geometry of the base-line material, 440C stainless steel, is very different and comparisons are more difficult, this material generally performs better than AMS 6308 and the AISI 9310 VIM-VAR but inferior to the other high temper steels. The variance of results between a batch of test specimens was not investigated.
In most cases a distinct reduction of the extent of corrosion is observed in the case of the superfinished specimens as compared to the ground specimens. This is especially true of the Pyrowear ® 675 925°F temper, Pyrowear ® 675 550°F temper, and CSS-42L TM 925°F temper test specimens. Apart from improved surface quality of the superfinished test specimens, which in itself promotes corrosion resistance, it is also hypothesized that the ISF process alsoeliminates exogenous (free) Fe from the surface and acts as an effective “passivation” process, with subsequent improved corrosion resistance in stainless steels. This is validated by the above results that show improved corrosion resistance on the superfinished specimens in comparison with the ground testspecimens.
The Pyrowear ® 675 was tested with two temper conditions. The higher, 925°F temper was selected to produce maximum surface hardness and strength. The lower, 550°F temper was selected to retain as many of the corrosion resistant elements in solution while providing surface hardness equal to the historical gear steels. This lower tempering temperature was expected to result in superior corrosion resistance. In the case of superfinished test specimens this proved to be true. The as ground Pyrowear ® 675 test specimens tempered at 550°F did not show as good corrosion resistance as those tempered at 925°F. This lower corrosion resistance is attributed to exogenous iron at the surface that was removed by the superfinishing process.
To further compare the corrosion resistance characteristics of the ground and superfinished specimens a few of the worst corrosion areas on some of the test specimens were sectioned to study the depth of corrosion penetration. Figure 4 shows the results of the sectioned areas on ground and superfinished test specimens.
Ground Superfinished
AISI9310 VIM-VAR
CSS-42LTM
925°F temper
Figure 4-Sectional Comparisons
The AISI 9310 VIM VAR specimens show significant depth of corrosion with no noticeable difference between the ground and superfinished specimens. The CSS-42L TM925°F temper shows no corrosion penetration at all and is typical of the observations on the Pyrowear ® 675 925°F temper and Pyrowear ® 675 550°F temper.
CONCLUSIONS
A variety of steels were subjected to a “gentle” corrosion test and the traditional gear steels such as AISI 9310 VIM-VAR and AMS 6308 were found to be inferior and comparable to 440C stainless steel in the hardened condition. The more advanced gear steels such as Pyrowear ® 675 925°F temper, Pyrowear ® 675 550°F temper and CSS-42L TM925°F temper had significantly superior corrosion resistance characteristics to 440C. In most cases superfinishing appears to improve the corrosion resistance of gear steels when compared to the ground material. This is particularly true with the more advanced steels as the superfinishing process also acts as a “passivation” process.
A subjective assessment of the ground surfaces would rank the corrosion resistance of the samples as follows:
- CSS-42 L TM925°Ftemper
- Pyrowear ® 675 925°F temper 3)440C
- Pyrowear ® 675 550°Ftemper
- AISI 9310VIM-VAR 6) AMS6308
A similar assessment of the REM superfinished surfaces would rank the corrosion resistance of the samples as follows:
- CSS-42L TM925°Ftemper*
- Pyrowear ® 675 550°Ftemper*
- Pyrowear ® 675 925°F temper* 4) 440C
5) AISI 9310 VIM-VAR 6) AMS 6308
*The first three materials/processes have essentially equal corrosion resistance as measured by this test.
REFERENCES
- ASTM B 117 – 95 Standard Practice for Operating Salt Spray (Fog) Apparatus, ASTM Committee G-1 on Corrosion of Metals, ASTM Committee on Standards, 100 Barr Harbor Drive, West Conshohocken, PA
- ASTM A 380 – 06 Standard Practice for Cleaning, Descaling, and Passivation of Stainless Steel Parts, Equipment, and Systems, ASTM Committee A-1on Steel, StainlessSteel, and Related Alloys, ASTM Committee on Standards, 100 Barr Harbor Drive, West Conshohocken, PA
- United States Federal Specification QQ-P-35C October 28, 1988 PassivationTreatments for Corrosion Resistant Steel (Cancelled April 4,1997).
- ASTM A 967 – 06 Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts, ASTM Committee A-1on Steel, Stainless Steel, and Related Alloys,ASTM Committee on Standards, 100 Barr Harbor Drive, West Conshohocken, PA
- Carpenter Products Data Sheet – Fabricating Carpenter Stainless Steels, June
Download Resource
Please fill out the information below to receive the selected resource.