A Novel Approach to the Refurbishment of Wind Turbine Gears
By : Mark Michaud , Gary Sroka ,

By : Mark Michaud , Gary Sroka ,
Multi-megawatt wind turbine gearboxes operate under demanding environmental conditions including considerable variation in temperature, wind speed, and air quality. It is not uncommon for gearboxes rated for a maintenance free 20-year lifespan to fail after only a few years. These gearboxes experience several types of repairable damage including micropitting or “gray staining”, abrasive wear, foreign object debris (FOD) damage, surface corrosion and fretting corrosion. Wear is greatest on the input stage, especially on the sun pinion gear. Historically, grinding is utilized to refurbish these damaged gears. However, there are numerous drawbacks including but not limited to high capital investment and the extraordinary amount of time and skill involved in the grinding process. Moreover, nitrided gears cannot be ground and must be scrapped. However, chemically accelerated vibratory finishing, or isotropic superfinishing (ISF), represents a value adding, low-cost option for refurbishing both case carburized and nitrided gears. Isotropic superfinishing removes light to moderate gear flank surface damage. The result is a surface with a non-directional pattern with a roughness of approximately 0.08 mm or less. Moreover, evidence suggests that isotropic superfinishing imparts a finish that increases gear durability and service life in the field. A case study on a sun pinion gear is presented.
Mark Michaud, REM Surface Engineering, Gary J. Sroka and Ronald E. Benson, REM Research Group
Typical multiple megawatt (MW) gearboxes, 1.5 MW and higher, are designed to operate for 20 years without requiring major maintenance to the drive train. However, many owners are experiencing gearbox failures after only a few years of service. Gearbox repairs may cost $360,000 (USD) or more for a complete replacement by 2009 estimates [1]. Gears fail for several reasons. Wind turbine gears operate under extreme environmental conditions including highly variable temperature, wind speeds and air quality. These conditions cause variable high loading and torque. During periods of low or no wind, the loading on slowly moving or stationary gears is exacerbated. Moreover, moisture can contaminate the lubricant and condense on the gear surfaces forming sludge, corrosion and micropitting. Finally, dust and other foreign debris in the air can contaminate the lubricant during maintenance leading to abrasive wear. Fortunately condition monitoring systems allow gearbox problems to be discovered before serious gear damage occurs [2, 3].
Wind turbine gears experience several types of repairable damage including micropitting or “gray staining”, abrasive wear, foreign object damage (FOD), surface corrosion and fretting corrosion. An example of each is depicted in Figure 1 [4, 5]. There are three main approaches to repairing gear damage: refurbishment by regrinding, refurbishment by surface finishing or replacement with a new gear. The refurbishment process is a combination of reclamation and reconditioning of a used gear or bearing [6]. New gearing is expensive which makes surface finishing and regrinding the preferred low cost alternatives. Regrinding is necessary when lead and profile corrections are required on the working surfaces of the gear teeth [7].
 Figure 1a. Micropitting or gray staining on gear flanks
Figure 1a. Micropitting or gray staining on gear flanks
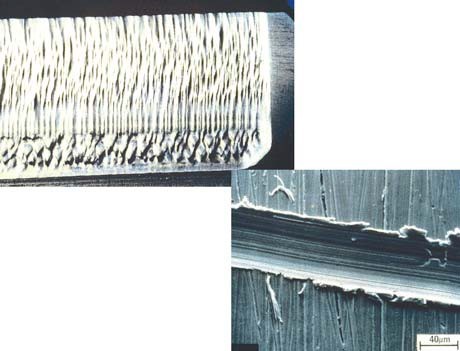
Figure 1b. Heavy abrasive wear on gear flank and a SEM image of trail left by an abrading particle [4]
 Figure 1c. Foreign object debris (FOD) damage
Figure 1c. Foreign object debris (FOD) damage
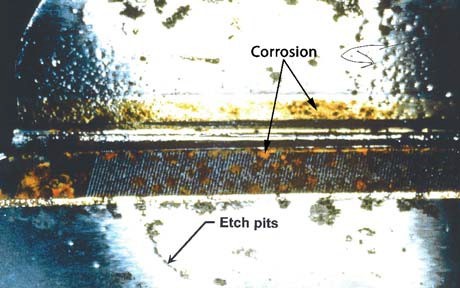 Figure 1d. Corrosion looking down on top land [4]
Figure 1d. Corrosion looking down on top land [4]
 Figure 1e. Fretting corrosion [4]
Figure 1e. Fretting corrosion [4]
The Isotropic Superfinish or ISF Process, henceforward referred to as superfinishing, is an alternative time and cost efficient method of gear refurbishment. The process utilizes conventional vibratory finishing equipment and high density, nonabrasive finishing media to produce isotropic surface finishes with a final surface roughness (Ra) below 0.10 mm.
The superfinishing process is easily understood by referring to Figure 2. At the start of the superfinishing process shown in Step 1 of Figure 2, the original metal surface reacts a first time with the active chemistry, forming the first conversion coating (Step 2) [8]. The vibratory machine and nonabrasive media produce an effective rubbing motion on the surface of the gear (Step 3). This exposes the peak asperities of the metal surfaces to a second reaction (Step 4), re-forming the complete conversion coating. The process of conversion coating re-formation and removal (Step 5) is continued through many successive cycles thus planarizing the original rough machined or damaged surface. The final required surface finish governs the total number of cycles. This planarizing process is continued until the gears are smoothed to the required surface finish quality. Once the required surface finish quality is achieved, the active chemistry from the smoothing stage of the superfinishing process is drained away, and a neutral, burnishing soap is introduced into the vibratory machine. The burnish removes all remaining conversion coating (Step 6) from the surface of the gear, producing a mirror-like appearance, while imparting a mild rust preventive to the surface. The gear is ready for unloading and the superfinishing process is complete. Figure 3 shows a comparison of a ground gear surface versus a superfinished gear surface.
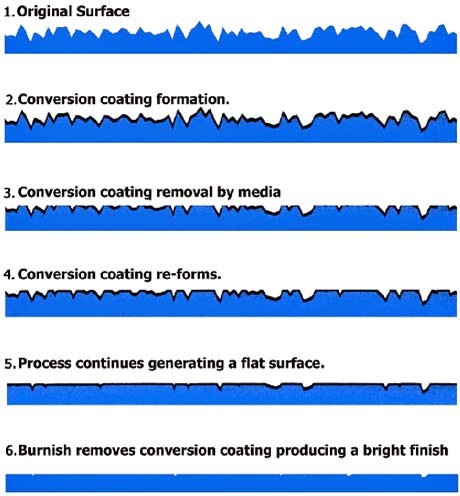 Figure 2. Superfinishing process
Figure 2. Superfinishing process
The initial selection of the proper media shape, size, and mixture is a significant part of the art to successfully superfinishing gears. Media is specifically chosen based on the following criteria:
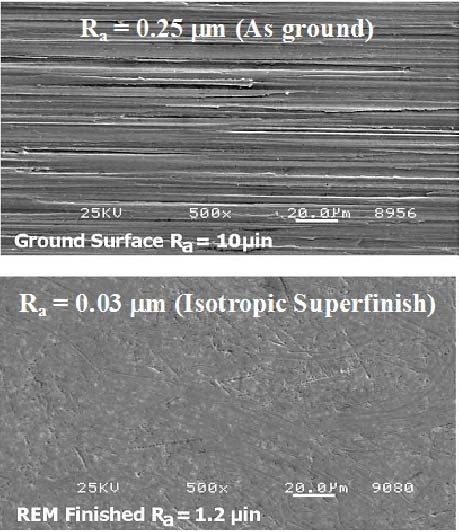 Figure 3. Ground surface (top) versus an Isotropic Superfinish surface (bottom)
Figure 3. Ground surface (top) versus an Isotropic Superfinish surface (bottom)
Once the media is chosen, the superfinishing process repeatedly finishes gears identically. The media is nonabrasive, and therefore has a very low attrition rate. The size, shape, and density of the media remain stable over thousands of hours of vibratory machine operation.
The superfinishing process possesses several ideal features.
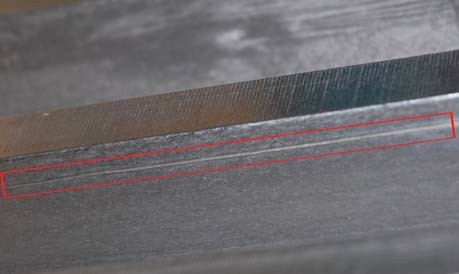 Figure 4. Crack on a used gear near the addendum of the tooth was revealed only after superfinishing
Figure 4. Crack on a used gear near the addendum of the tooth was revealed only after superfinishingMaximum removal amount is per customer
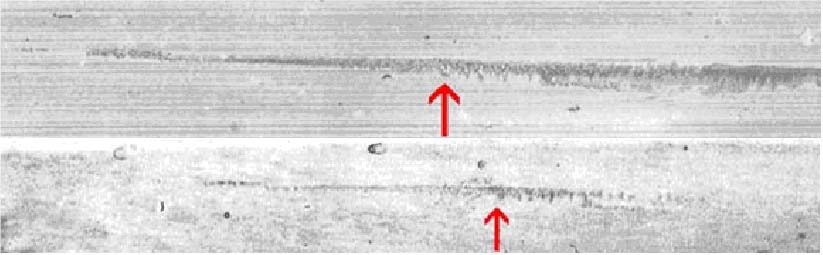 Figure 5. Graphite tape lifts from damaged gear surface before (top) and after (bottom) superfinishing refurbishment
Figure 5. Graphite tape lifts from damaged gear surface before (top) and after (bottom) superfinishing refurbishment
Gear refurbishment via superfinishing was evaluated for bending fatigue, contact fatigue, and scoring resistance tests on military helicopter gears by the Gear Research Institute (GRI) [14, 15]. Importantly, GRI results suggest that “in all three tests, the repaired gears met or exceeded the performance of the new gears”. Figure 6 depicts profilometer traces of (a) new ground gear, (b) used gear prior to refurbishment and (c) used gear after refurbishment via superfinishing.
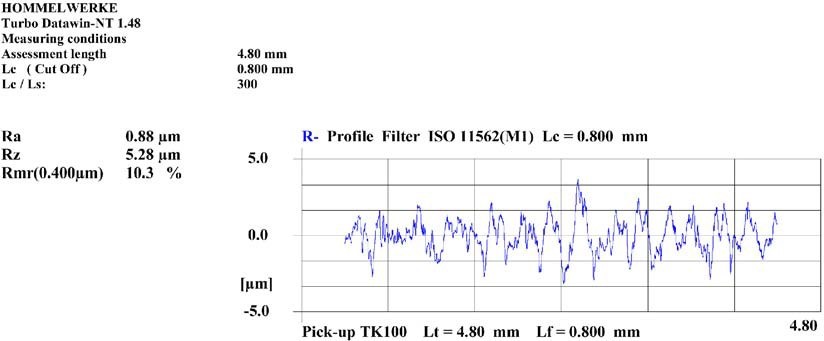 Figure 6a. Surface trace of a new ground low-speed stage pinion before superfinishing (2282)
Figure 6a. Surface trace of a new ground low-speed stage pinion before superfinishing (2282)
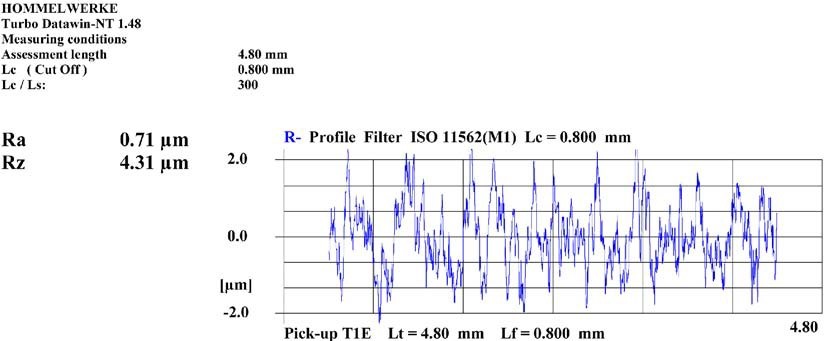 Figure 6b. Surface trace of a used low-speed stage pinion before superfinishing (2308)
Figure 6b. Surface trace of a used low-speed stage pinion before superfinishing (2308)
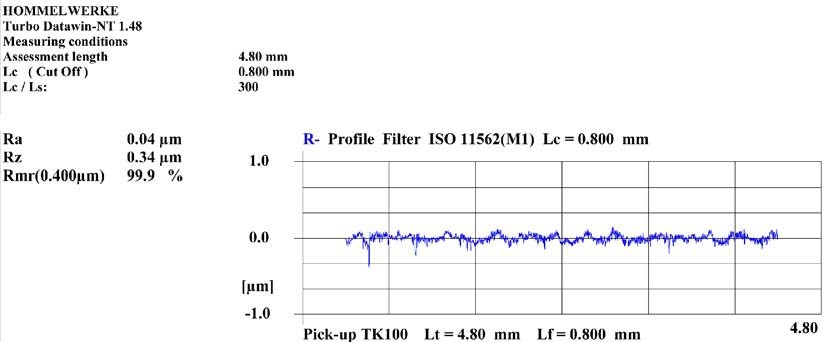 Figure 6c. Surface trace of low-speed stage pinion after superfinishing (2282)
Figure 6c. Surface trace of low-speed stage pinion after superfinishing (2282)
Superfinishing has several distinct advantages over regrinding in terms of time and cost savings.
A case study was performed on the input stage of a 1.5 MW wind turbine gearbox. The low-speed sun pinion gear usually shows the most damage and will be used here to describe the superfinishing refurbishment process. It should be noted that customers frequently request complete refurbishment of the planetary gears and hollow wheel gear as well. The sun pinion gear is shown in Figure 8a and Figure 8b.
 Figure 7a. Superfinished intermediate gear assembly
Figure 7a. Superfinished intermediate gear assembly
(photo courtesy of Moventas) Figure 7b. Characteristic Isotropic Superfinish on the flanks of the intermediate gear assembly pictured above
Figure 7b. Characteristic Isotropic Superfinish on the flanks of the intermediate gear assembly pictured above
 Figure 8a. Sun pinion gear with several modes of damage including hard line micropitting
Figure 8a. Sun pinion gear with several modes of damage including hard line micropitting
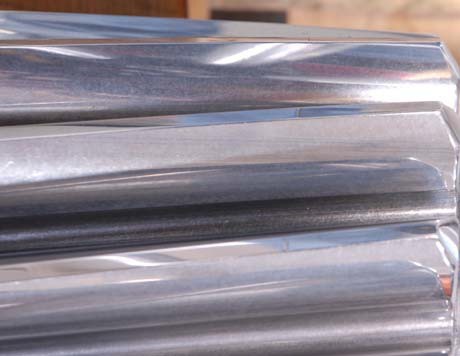 Figure 8b. The same sun pinion gear after refurbishment
Figure 8b. The same sun pinion gear after refurbishment
The following protocol was used to refurbish this pinion gear:
Table 1. Ra and Rz measurements taken at different locations on the sun pinion prior to refurbishment
| Trace | Ra (mm) Initial | Rz (mm) Initial |
| 1 | 0.34 | 1.95 |
| 2 | 0.29 | 2.12 |
| 3 | 0.32 | 2.19 |
| 4 | 0.29 | 1.55 |
| Average | 0.31 | 1.95 |
| SD | 0.02 | 0.29 |
Table 2. Four Ra and Rz measurements taken at different locations on the sun pinion after refurbishment
| Trace | Ra (mm) Final | Rz (mm) Final |
| 1 | 0.06 | 0.46 |
| 2 | 0.06 | 0.44 |
| 3 | 0.07 | 0.50 |
| 4 | 0.07 | 0.50 |
| Average | 0.07 | 0.48 |
| SD | 0.01 | 0.03 |
Results and discussion
In the Case Study discussed above, the planet and hollow wheel (ring) gears were also successfully refurbished. Customers utilize CMM to determine if the gears are still within tolerances after the parts are returned. All gears, more than 2300 refurbished to date, remain within the required tolerance. In the majority of cases, all traces of micropitting and other moderate tooth damage can be successfully removed with superfinishing. Even if the micropitting is too deep to remove completely, the peak asperities or “stress raisers” are removed and micro- pitting will not progress to pitting and eventual spalling. Moreover, superfinishing will remove the raised lip around the lip of a FOD dent even if the valley of the damaged area is not completely removed. Gears with severe subsurface micropitting or in need of tooth profile correction must be reground first. However, it is still advantageous to use superfinishing as the final step in order to impart a much longer service life. Ongoing field tests, now more than two years old, are being conducted to corroborate that superfinished wind turbine gears have equivalent or superior performance versus new ground gears. Currently, refurbishing wind turbine gears via superfinishing is in commercial operation as a viable replacement to regrinding by a major wind turbine gearbox manufacturer.
In terms of time, cost, and in-service performance superfinishing has several distinct advantages.
Please fill out the information below to receive the selected resource.